

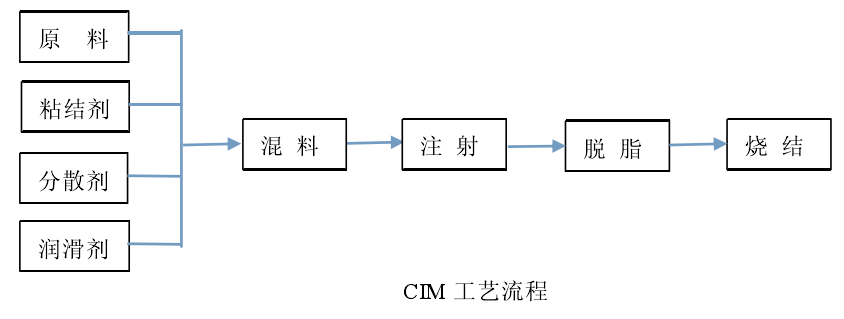
陶瓷注射成型(CIM)技術由粉末注射成型技術(PIM)演化而來。CIM的工藝流程一般包括五個步驟:預制、混料、注射、脫脂、燒結。在利用陶瓷注射成型技術來制備產品時,將原料粉末和粘結體系按照預定的比例混合,在密煉機中將混合體系混合均勻成具備合適流動性的喂料,破碎后通過注射成型機注入定制模具,進一步對預制品進行脫脂處理,脫脂后的預制品在燒結爐中高溫燒結,最終得到成品。
CIM工藝相交于其他工藝而言,主要有以下幾個特點:
(1)通過不同模具的設計可以制成外形繁雜的產品。
(2)相交于澆注工藝,注射成型可通過計算機控制短時量產,節約成本。
(3)注射成型的邊角料可回收再利用。
(4)粘結劑等與原料均勻混合,燒結過程中保持收縮性一致,保證精度。

注射成型技術與其他技術的比較
陶瓷注射成型技術(CIM)的影響因素
陶瓷注射成型技術(CIM)不同工序都存在著不同的影響因素。
原料粉末
原料的粉末粒度和表觀形貌對喂料的質量有較大的影響,因為添加劑的存在導致燒結后的產品與注射成型后的預制品存在尺寸偏差。防止產品收縮造成缺陷的方法是降低粉末粒度的同時增加粉末固含量。粉末的晶粒尺寸越小所需要的燒結溫度越低,然而過細的粉末容易引起物料的團聚效應,粉末團聚后影響與粘結劑的混合增加注射與脫模過程變得困難。
通常采用兩種方法消除原料粉末粒度和表觀形貌的不利影響,一是在混料時提高攪拌器的轉速消除粉末團聚,但在實際操作中控制工藝穩定較為麻煩;二是在混料前加入促進物料與粘結劑結合的分散劑,分散劑的作用主要是在顆粒表面形成保護層,降低粉末間的團聚效應,通常用的分散劑按吸附方式的不同可分為兩類:偶聯劑類,如鐵酸醋偶聯劑、桂酸醋偶聯劑等;羧酸類,如硬脂酸、油酸等。其中偶聯劑類一般以共價鍵的形式吸附在顆粒表面;而羧酸通過路易斯酸堿反應以氫鍵的方式吸附在陶瓷表面。雖然一定量的分散劑可促進坯體的均勻分散,但如分散劑添加過多時,會堵塞粘結劑的熱裂解排出通道阻礙粘結劑排除,在遠表面形成氣泡、裂紋等缺陷。
粉末形狀越接近球形,粉體和粘結劑的結合就越充分,粉末間的摩擦力也越小。粉末粒度分布會給混料的均勻性造成影響,從而制約到燒結過程,對試樣造成缺陷。粒度分布寬時可以提高一定的裝載量,但是粒度分布過寬時喂料的混合就會非常困難而使喂料成分不均勻,過程控制更難。
粘結劑的選取
在陶瓷注射成型技術(CIM)工藝中,粘結劑的主要作用:在混料階段與與原料粉體混合,保持喂料時良好的流動性;在脫脂過程中保持注射成型后的坯體形狀。粘結劑的選擇是注射成型的關鍵。
在選擇注射成型粘結劑是應該考慮以下因素:
(1)流動性因素,粘結劑粘度過高時,混料攪拌困難且喂料也不均勻;粘度太低又容易引起分層現象。粘結劑粘度的主要受其分子量決定,分子量大的粘結劑粘度高、流動性差,低分子量粘結劑相反。同時粘結劑的粘度要具有一定的耐熱穩定性。
(2)粘結劑與粉體的物性關系,除與原料粉體良好的粘附作用外,粘結劑與原料粉體要有較小的濕潤角,此外為讓粘結劑與粉體潤濕充分可在混勻過程中適當添加分散劑等輔料。
(3)粘結劑的組成。保持喂料的流動性離不開多元組分的粘結劑體系,在脫脂過程中低熔點組元留下的空洞有利于其他組分排出的同時還可保持坯體形狀,減少缺陷的形成。多組分粘結劑的體系內各組元之間應具有相容性且不發生反應。
(4)良好的導熱性。為避免加熱過程中熱應力集中引起的缺陷,粘結劑必須具有較低的熱膨脹系數和高導熱率,利于保持坯體的形狀。
依據粘結劑的組分和其特性可將粘結劑分為熱固性、熱塑性、水溶性、凝膠等粘結劑體系。
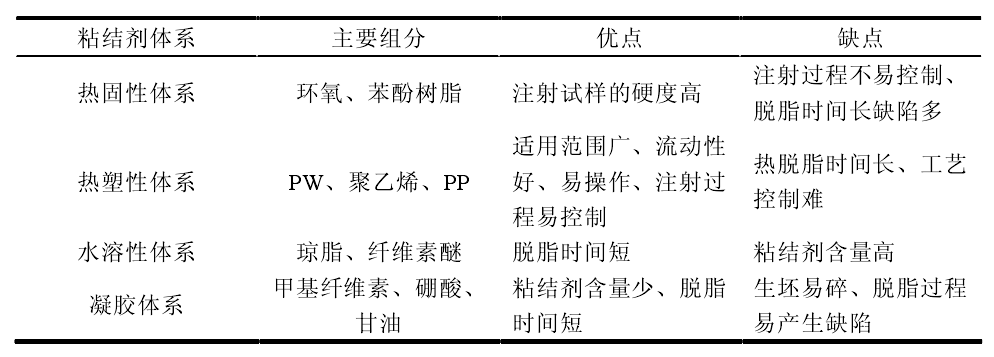
各粘結劑體系對比
熱固性聚合物粘結劑在加熱過程中形成網狀結構,冷卻后具有脆性且有一定硬度。優點是燒結過程提供大量的碳及在脫脂過程中保持坯體形狀不變。其缺點主要是喂料不易流動與沖模,使混料難以混合均勻,脫脂時也不易脫除。
熱塑性聚合物粘結劑可根據聚合物分子量的大小來調節,在融化時不會形成網狀結構。熱塑性聚合物主要包括:聚乙烯、聚丙烯、、聚苯乙烯、聚甲基丙酸甲酯、聚甲醛等。為了增加原料粉末的固含量,需要加入表面活性劑和潤滑劑。
混料
混料目的是將粘結劑和陶瓷粉體進行混合。過程中的物質傳遞機理:層流、擴散和分散機制。溫度、時間和混合速率主要影響混合技術的好壞。混合過程中提高剪切力可使分散速度加快,但當溫度太低時,延長混合時間也不能混勻。
注射成型
注射成型過程是將破碎后的混合料加入注射機料斗中,收集、加壓喂料,在腔體內加熱融化后注射料注入模具中。突出特點是可加工復雜零部件、合格率較高、內部顯微結構較好。缺點是模具要求較高,模具費用較高,工藝不合理會產生較多缺陷。
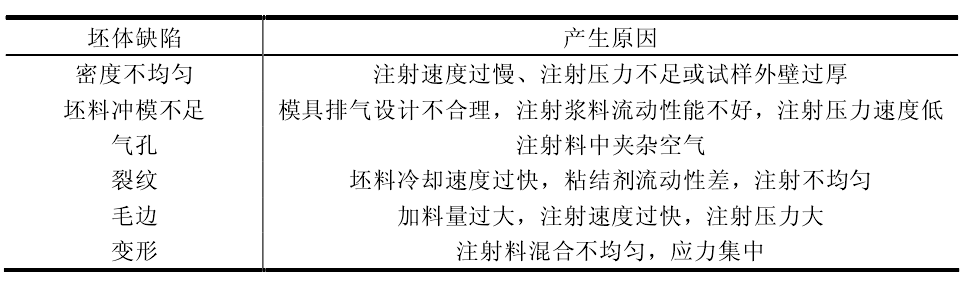
典型缺陷及形成原因
注射成型過程中的重要參數:溫度、速度、壓力,改變參數可控制產品質量。注射速度過快時,喂料粘度較低,坯體內部充氣產生孔洞或裂紋;注射速度慢、壓力低、溫度低時,喂料提前凝固導致充模不滿。
脫脂
脫脂過程就是用物理或化學方法將成型生坯中的有機物粘結劑脫除,它工藝用時較長且極為關鍵。

常見脫脂工藝優缺點比較
粘結劑脫脂過程中分解揮發如果擴散不夠快則容易產生裂紋等缺陷,尤其是大尺寸的部件。熱脫脂過程脫脂時間長短與粘結劑分子量的大小和所處氣氛有關,低分子量粘結劑分解時分子鏈不斷裂氣氛要求也小;高分子量粘結劑組元在氧化性氣氛下分子鏈易斷裂。溶劑脫脂相對熱脫脂可縮短脫脂時間,脫脂時可保持坯體形狀不變,但浸泡過程中坯體溶脹導致產生裂紋且毒性較大。
燒結
脫脂后尺寸與生坯差異較小,都為多孔質形體。高溫燒結致密化的過程中,坯體晶粒長大填充粘結劑留存的空隙。原料粉末粒徑越小燒結驅動力就越大燒結時間也相應越短,燒結所需溫度也低。
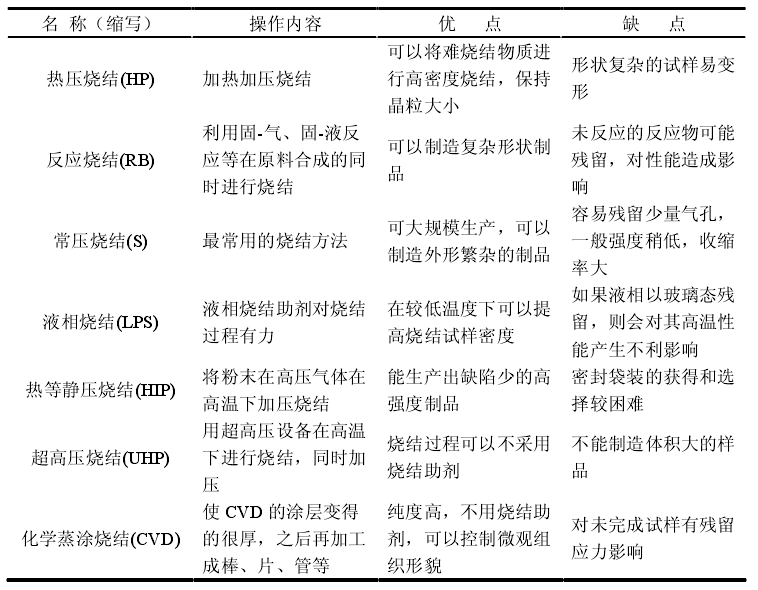
幾種陶瓷燒結方法
盡管陶瓷注射成型技術(CIM)拓展陶瓷材料加工領域,但仍有許多問題需要解決。如:原料需要特別加工,應具有高堆積密度、近球形等特點,原料加工費用高;粘結劑選取困難;保證樣品質量前提下使脫脂時間變短,避免有害脫脂過程;制造大尺寸零件方面還不足;注射成型任一工藝單元不合理都會產生缺陷。
參考資料:
LIU W. Fabrication of injection moulded translucent alumina ceramics via pressureless sintering
M. Baboo, K. Saxena, Mechanical and thermal properties of com-posited of cist and trans-polyisoprene
blend filled with Al-powder
林健涼. 陶瓷粉末注射成型中的關鍵影響因素
李湘洲. 新型陶瓷的注射成形技術
楊現鋒. 陶瓷注射成型脫脂工藝基礎研究
黃伯云. 粉末注射成型流變學
黃勇. 陶瓷注射成形有機載體的選擇及相容性研究
周朝陽. 陶瓷注射成形粘結劑現狀及發展趨勢
趙小玻. 陶瓷注射成形技術研究新進展
杜雪. 微注射成型機發展現狀與展望
王碧霞. 陶瓷材料成型工藝研究新進展
么林碩. 氧化鋯、氧化鋁-碳化硼復合陶瓷注射成型工藝研究
溫佳鑫. 氧化鋯陶瓷注射成型無毒性溶劑脫脂粘結劑體系研究
(中國粉體網編輯整理/江岸)
注:圖片非商業用途,如侵權告知刪除














