中國粉體網訊 產品粒度是衡量砂石骨料產品質量的主要工藝指標。建筑行業對石料的產品粒度要求比較高,混凝土骨料中針片狀的增加會導致建筑整體抗壓強度下降,并增加建筑過程中的水泥消耗量。本文分享影響單缸液壓圓錐破碎機產品粒度4個因素。
1、沖程對產品粒度的影響
沖程就是圓錐破碎機松邊排放口至緊邊排放口的距離。在現場我們用1218單缸液壓圓錐破機2種不同沖程,破碎相同的石料,生產出來的石料進行比較。具體數據見圖1。
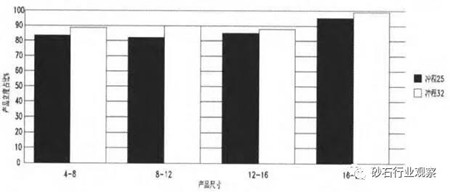
圖1
由圖1可知,沖程對產品粒度是有影響的。在圓錐破碎機中沖程的大小取決于偏心角度。1218單缸液壓圓錐破機可以根據實際使用需求來調整合適的偏心角度。
辦法是偏心角度用一個帶有多個鍵槽的偏心銅套和偏心套組成,通過旋轉偏心銅套對應不同的鍵槽組成不同的偏心角度。這樣可得到18mm,25mm,32mm多個沖程。這樣根據礦石不同性質,配合適當的沖程,就能提高產品粒度。
2.給料方式對產品粒度的影響
均勻的圓周給料不僅能提高產品粒度和處理量,而且能使破碎壁、軋臼壁均勻受力,延長使用壽命。在實際使用中,通過分料盤實現均勻的圓周給料,要適當調整給料斗與分料盤之間的高度。
當高度太高時,石料只有一小部分經過分料盤,這樣無法實現均勻的圓周給料。當高度太低時,石料容易堵塞,降低處理量,另外單缸液壓圓錐式破碎機在充滿給礦的情況下,既可以充分發揮破碎機的能力,又可以提高產品粒度。
3.破碎腔型對產品粒度的影響
1218單缸液壓圓錐破機在使用中分別使用了由圖2所示的兩種腔型,根據現場使用情況,使用改進后破碎腔不僅大大提高了產品粒度,還提高了破碎機通過量。
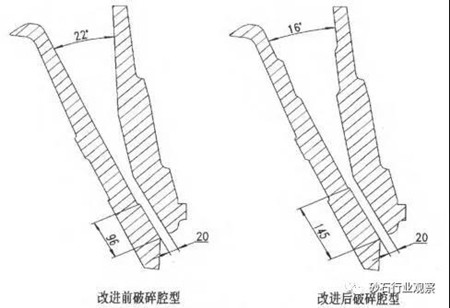
圖2
分析其原因如下:
1)平行區加長。
平行區由原先的96mm變為現在的145mm,使石料在平行區內受動錐破碎次數由原來的1—2次增加到現在的2—3次。破碎次數越多,得到的產品粒度越好。
2)上半部破碎腔呈階梯狀。
改進后破碎腔嚙角由22°變為16°,嚙角的減小可以夾住較大石料,防止破碎時石料往上跳,這樣破碎腔中石料填充率提高,形成層壓破碎,減少產品石料針片狀含量,優化產品粒度。
理論上,如果嚙合角過大,礦石在破碎腔內容易打滑,生產能力降低,同時增加了襯板的磨損和電能消耗;如果嚙合角過小,將導致破碎腔過小,容納的礦石量相對減小,對產量造成影響,同時會增 加設備的制造費用和機器的高度。
4.生產線布置方式對產品粒度的影響
生產線有開放式和閉合式兩種布置方式,開放式生產線就是從粗碎到中碎到細碎,沒有回料;而閉合式生產線從粗碎到中碎到細碎,是有些產品篩分后回料,進行二次破碎。
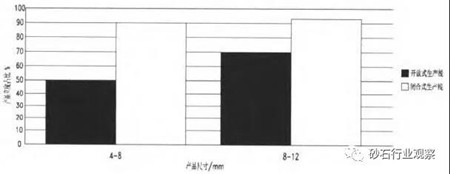
圖3
由圖3可得閉合式生產線所生產的產品粒度占比遠遠高于開放式生產線。原因是不合格的返料多次破碎,成品形狀更好,特別是細料產品更突出。
選用合適的圓錐破碎機沖程、適當的給料方式、優化的破碎腔型在閉合石生產線中破碎石料,產品粒度就會得到有效改善。
(中國粉體網編輯整理/Betty)
注:圖片非商業用途,如有侵權告知刪除