

中國粉體網訊 高效制備固態電解質片對于確保當前全固態電池的快速發展意義重大,下面介紹制備固態電解質片的一些常用方法,包括漿料澆鑄法、流延法、熱/冷壓法、3D打印法等。
溶液/漿料澆鑄法
在各種制造方法中,溶液/漿料鑄造已被廣泛采用,并被認為是一種可用于實際應用的可行且可擴展的方法。溶液澆鑄法適用于制備固相萃取物和含聚合物的復合電解質,而漿料澆鑄法適用于制備含有可使固相萃取物顆粒相互連接的粘合劑的陶瓷固相萃取物。
一般來說,有兩種類型的產品是通過溶液/漿料澆鑄方法獲得的,一個是獨立式固體電解質,另一個是陰極支撐的固體電解質。前者是通過簡單地將溶液/漿料倒入惰性模具中或通過在惰性基底上葉片澆鑄,然后蒸發溶劑來實現的。厚度可以通過調節溶液/漿液的體積和濃度來控制。
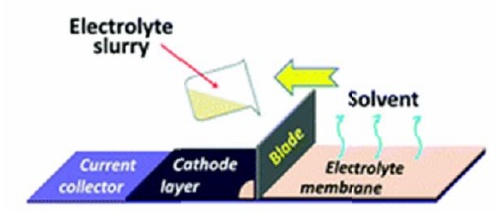
溶液澆鑄法示意圖
流延法
流延法又被成為刮刀涂布法,已經被廣泛地用于制備各種陶瓷層。首先固態陶瓷顆粒與聚合物粘結劑、增塑劑等一同溶解在有機溶劑中,形成均一的漿料。隨后,所制備的均一的漿料被鋪展在各類基底的表面,在鋪展的過程中使用刮刀來控制其厚度。隨后蒸發溶劑,獲得厚度在20-1000μm范圍內的柔性陶瓷膜。
為了進一步提高陶瓷顆粒的互連性,通常使用熱壓工藝來降低溶劑蒸發后的界面電阻。在退火過程中,有機成分被燒除,從而獲得薄而致密的陶瓷膜。流延技術的一個優點是它不限于單層陶瓷SSE的制備。簡單地重復鑄造步驟或層壓單層帶可以得到具有不同功能的多層陶瓷結構。
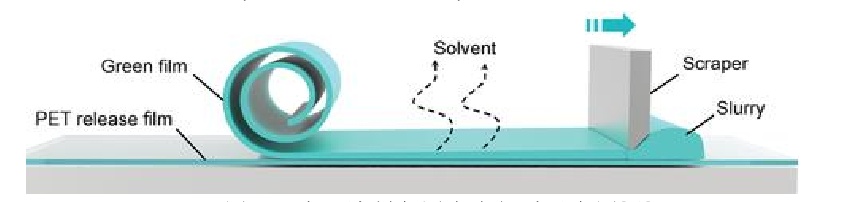
流延法制備固態電解質示意圖
冷/熱壓法
冷壓是一種簡單的方法,在室溫下將固體顆粒(通常是軟硫化物固體顆粒)機械壓入多孔基質中。然而,用這種方法很難實現固體顆粒在整個基質中的均勻分布。通常,需要溶劑輔助的分散過程來確保均勻的薄硫化物固態電解質片。在大多數情況下,選擇非極性溶劑,如甲苯和庚烷,以防止結構變化,因為小分子物質和溶劑之間的副反應。
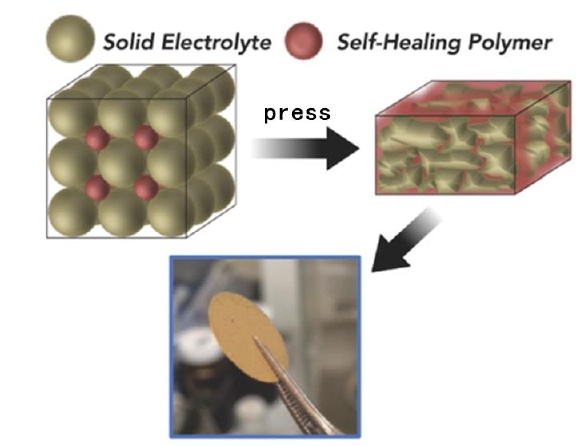
冷壓法制備固態電解質示意圖
相反,熱壓是一種熱輔助工藝,其應用于聚合物固態電解質和含粘結劑的陶瓷固態電解質的制造中。施加的熱量可以熔化聚合物或粘合劑,并消除溶劑的使用。在熱壓過程之前,需要將聚合物/鋰鹽和陶瓷/粘結劑充分混合,以形成均勻的混合物。對于陶瓷燒結體制造,粘結劑的引入可以增強燒結體的靈活性,這在大規模生產中具有重要意義。
盡管如此,粘合劑的加入會降低熱壓后固體電解質的離子電導率。因此,在實際應用中,應盡量減少固體電解質中的粘合劑含量,以平衡離子導電性和靈活性。從當前的研究來看,利用熱壓法,已經成功地制備出了厚度小于100μm且兼具機械強度和支撐能力的陶瓷型固態電解質,這說明該方法對于實際生產具有極大的實際意義。
擠壓成型法
擠壓工藝是另一種由高粘度混合物制造薄片狀模塑料的可擴展方法。在擠壓工藝之前,有必要通過在混合室中在高溫下混合聚合物/鋰鹽或粘合劑/陶瓷片狀模塑料來獲得均勻的粘性糊狀物。隨后,電解質漿料通過流動通道進料,并且電解質漿料被擠壓成薄的電解質片。
此外,擠壓過程也可用于通過同時擠壓陰極和固體電解質來制造陰極支撐的固體電解質。該過程也被稱為共擠出過程。該方法的優點是無溶劑處理和形成低孔隙率的柔性膜,從而消除了溶劑對一些小分子電解質離子電導率的劣化影響。但該方法與溶液/漿料澆鑄方法相比,其制備效率低下是一個致命的缺點。

擠壓成型法制備示意圖
3D打印法
3D打印因其能夠以微尺度精度構建3D結構的電極和電解質而在能量存儲器件領域受到極大關注。由于其在打印微尺度圖案方面的準確性,其應用已擴展到薄的固態電解質的設計中來。即將含有固態電解質粉體的漿料打印到基底上,隨后制備出尺寸厚度等參數可精確控制的固態電解質片,這對于固態電池中鋰離子的均勻沉積及微觀調控具有重要意義。通過控制漿料中的固體電解質濃度和印刷圖案中的層數,可以容易地調節固體電解質的厚度。
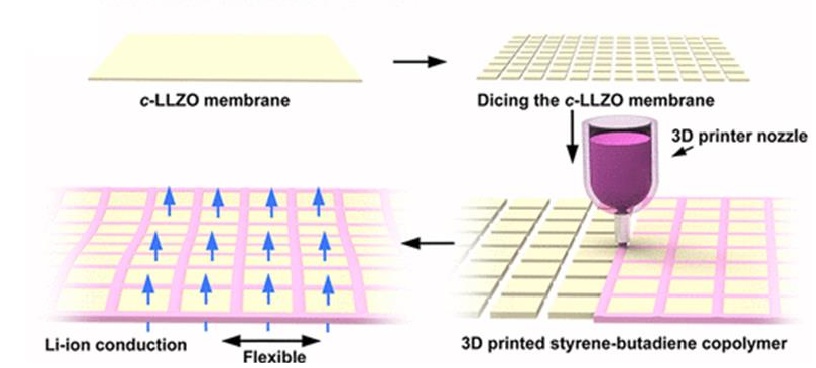
3D打印法制備固態電解質示意圖
資料來源:彭洪剛,流延法制備Li7La3Zr2O12固態電解質及負極界面修飾研究,哈爾濱工業大學
(中國粉體網編輯整理/平安)
注:圖片非商業用途,存在侵權告知刪除!














