 手機版
手機版
 關于我們
關于我們 加入收藏
加入收藏
安東帕中國
11 年 高級會員
高級會員
高級會員 已認證
已認證
撥打電話
獲取底價
提交后,商家將派代表為您專人服務
安東帕中國
高級會員已認證


焊接也被稱作熔接,通常是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術。焊接工藝多用于制造業,主要用途就是把小的金屬材料連接成大的(按圖紙或需要的尺寸),或通過連接(焊接)做出所需要的幾何體。諸如造船廠、飛機制造業、汽車制造、橋梁等都離不開焊接。

熱源能量的分布即熱量的傳播和分布很大程度上與這些參數相關,然而由于熱量的分布是呈現梯度的,從而造成焊縫周圍的材料會受到影響,即所謂的“熱影響區”(HAZ)。熱影響區的形成原理非常簡單,在焊縫周圍的材料受到了熱源的影響,而溫度低于材料的熔點,但其溫度足以讓周圍材料的顯微組織發生變化。顯微組織的變化可導致機械性能的變化,如可能會出現硬度增加和屈服強度降低。同時由于顯微組織的發生變化,熱影響區更容易出現開裂和腐蝕情況,所以熱影響區通常是構件最薄弱的結構點。因此,了解熱影響區和減少焊接所產生的不良熱效應是至關重要。
焊縫和熱影響區的典型尺寸通常為數百微米至幾毫米。為了研究由于焊接過程引起的局部材料變化,儀器化壓痕測試方法是首選,因為它們提供了合適的位移分辨率。例如,安東帕微觀組合測試儀(MCT3)可以獲取焊縫或熱影響區等等不同區域的硬度、彈性模量等力學性能。磨損量和摩擦性能可以很容易地通過摩擦磨損分析儀來測量,該分析儀測量摩擦系數并可用于估計磨損率。

微觀組合測試儀MCT3
本文將展示焊縫及其鄰近局部區域的機械性能的表征手段的實際例子,同時也將總結所用表征手段對于焊接工藝好壞的評定和意義。
焊縫橫截面的硬度分布情況
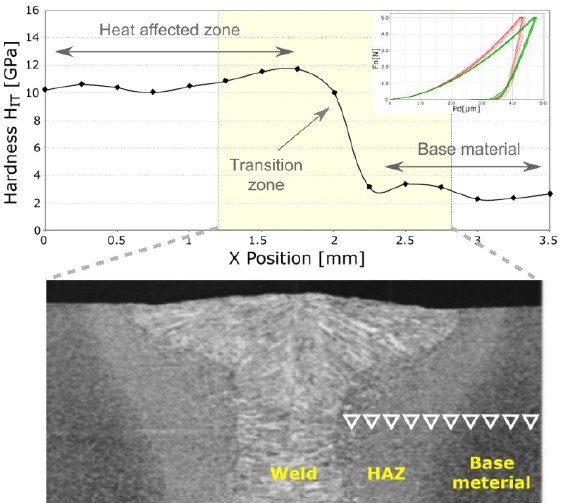
圖1: 焊縫及其熱影響區的橫截面的視圖和相對應位置上的硬度變化情況
如圖1所示,使用Anton-Paar微觀組合測試儀MCT3對采用弧焊工藝對球墨鑄鐵進行焊接后所產生的熱影響區進行表征。簡單來說,就是在焊縫截面上沿著從母材到焊縫的方向采用MCT3對材料進行壓痕測試。壓痕試驗主要在兩個位置上進行:焊縫區域橫截面和焊縫頂面。使用的最大載荷為5 N,加載和卸載速率選擇為30 N/min,在最大載荷下保載1 sec。具體是沿著從未受影響的母材穿過HAZ到焊芯進行壓痕測試,單個壓痕的間距為0.25 mm。壓痕測試的大致位置和相應硬度分布如圖1所示,結果清楚地表明了焊縫附近硬度的變化情況。靠近焊縫–在HAZ中–硬度在過渡區降低之前顯著增加,在遠離焊縫的未受影響母材中穩定在~3 GPa。在焊縫的上表面上發現了類似的結果(過渡區和熱影響區的硬度增加),這證實了在橫截面上獲得的結果。
該應用案例展示的是儀器化壓痕測試方法對于測量焊接工藝產生的熱影響區HAZ的材料性能變化的意義所在,用圖1中所示的方法可以直觀的獲取相應位置的力學性能變化情況。從而,有助于科研人員及焊接工作者去估算HAZ的區域尺寸以及所檢測出的焊縫及其周圍局部區域的力學性能是否達標,更為如何優化焊接工藝參數提供一份助力。
堆焊工藝下焊縫的摩擦學性能研究
堆焊是將硬質金屬焊接在母材上的一種工藝,旨在提高母材的耐磨性,是一個很廣泛的焊接應用。它用于磨機錘、擠壓螺釘、高性能軸承和土方設備。它也可用于壓水反應堆的閥座和泵。與其他部件摩擦接觸的此類堆焊焊縫的磨損和摩擦學性能對于實際應用至關重要。以下示例顯示了對球墨鑄鐵進行的摩擦學試驗,其中鑄鐵的堆焊層采用等離子轉移電弧工藝焊接。
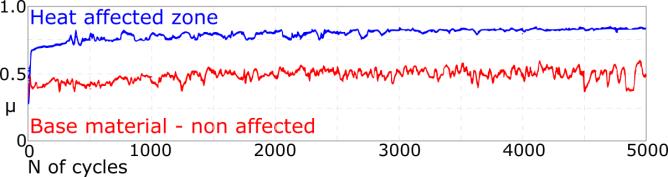
圖2: 熱影響區和母材的摩擦系數變化情況
由于焊接工藝也屬于快速凝固的一種冷卻方式,從而得到了3mm厚度的熱影響區且發現該HAZ的微觀結構中存在滲碳體結構,而且硬度明顯高于鑄鐵。總共進行了兩次摩擦試驗:一次在母材上,另一次在焊接材料的熱影響區內。在線性往復模式下均進行共5000次循環的摩擦學表征試驗,而且在最大固定載荷為1 N情況下的最大線速度為1.6 cm/s,選取的摩擦副為直徑為6 mm的100Cr6鋼球。摩擦試驗結果如圖2所示:焊接層的熱影響區(HAZ)的摩擦系數(~0.8)高于母材(~0.5)。
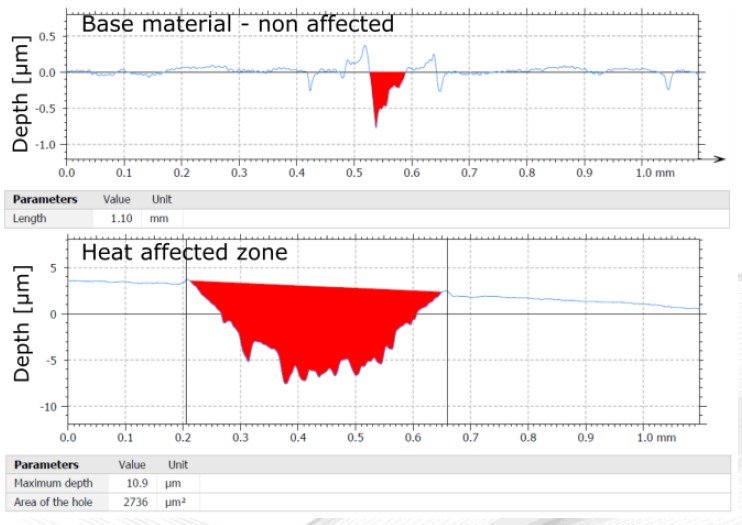
圖3: 采用表面輪廓儀測量并記錄母材和熱影響區的磨損軌跡輪廓
圖3展示的是運用表面輪廓儀采集并記錄母材和熱影響區在摩擦學試驗后磨損軌跡的輪廓。通過比較圖3的結果表明,熱影響區的磨損遠高于母材;母材的耐磨性高于熱硬化區的耐磨性。圖2和圖3的表明,焊接工藝對焊接層熱硬化區的摩擦系數和耐磨性產生了負面影響,盡管同一層的硬度有所增加。該問題的解決方案可以是改變焊接參數以提高熱硬化區的耐磨性,或者減小其尺寸以最小化其對零件耐磨性的負面影響。
總的來說,Anton-Paar自研自產的壓痕儀和摩擦學表征儀器均能為焊接工藝的研究和生產提供非常大的助力,其新一代檢測手段的開發對于焊接行業是非常有意義的。

安東帕中國總部
銷售熱線:+86 4008202259
售后熱線:+86 4008203230
官網:www.anton-paar.cn
在線商城:shop.anton-paar.cn
最新動態
更多





 上一篇
上一篇